
150k
е‘Ёиҫ№еҘҪзү©пјҢзӮ№зҮғдҪ зҡ„иҝҗеҠЁйӯӮпјҒрҹ”Ҙ
zhou bian hao wu dian ran ni de yun dong hun
еҸ—еҲ°е…Ёзҗғ300+еӨҡ家公еҸёзҡ„дҝЎиө–



Our Service
дјҒдёҡжңҚеҠЎ
ж•°жҚ®жңҚеҠЎж”ҜжҢҒ
жҸҗдҫӣиөӣдәӢж•°жҚ®з»ҹи®ЎгҖҒзӣҙж’ӯжөҒйҮҸеҲҶжһҗгҖҒз”ЁжҲ·з”»еғҸзӯүж•°жҚ®жңҚеҠЎгҖӮ
е‘Ёиҫ№дә§е“ҒејҖеҸ‘
ж¶өзӣ–зҗғиЎЈгҖҒзәӘеҝөе“ҒгҖҒж•°з Ғе‘Ёиҫ№зӯүдҪ“иӮІиЎҚз”ҹе“Ғзҡ„и®ҫи®ЎдёҺз”ҹдә§гҖӮ
зӣҙж’ӯеҲ¶дҪңжңҚеҠЎ
еҢ…еҗ«иөӣдәӢзӣҙж’ӯгҖҒиҠұзө®еҪ•еҲ¶гҖҒеҗҺжңҹеүӘиҫ‘еҸҠеӨҡе№іеҸ°жҺЁжөҒжңҚеҠЎгҖӮ
зҘЁеҠЎд»ЈзҗҶжңҚеҠЎ
жүҝжҺҘиөӣдәӢй—ЁзҘЁеҲҶй”ҖгҖҒVIP еёӯдҪҚйў„и®ўеҸҠзҘЁеҠЎзі»з»ҹејҖеҸ‘жңҚеҠЎгҖӮ
жҠҖжңҜи§ЈеҶіж–№жЎҲ
жҸҗдҫӣзӣҙж’ӯдә‘е№іеҸ°гҖҒиҷҡжӢҹи§ӮиөӣгҖҒVR иҪ¬ж’ӯзӯүжҠҖжңҜзі»з»ҹжҗӯе»әжңҚеҠЎгҖӮ
иөӣдәӢиҝҗиҗҘжңҚеҠЎ
жҸҗдҫӣиөӣдәӢзӯ–еҲ’гҖҒжӢӣе•Ҷжү§иЎҢгҖҒзҺ°еңәз®ЎжҺ§зӯүе…Ёе‘ЁжңҹиҝҗиҗҘж”ҜжҢҒгҖӮ
е“ҒзүҢиҗҘй”ҖжңҚеҠЎ
еҹәдәҺиөӣдәӢ IP ејҖеұ•е“ҒзүҢиҒ”еҗҚгҖҒзӣҙж’ӯеёҰиҙ§гҖҒзәҝдёӢжҙ»еҠЁзӯүиҗҘй”Җж–№жЎҲгҖӮ
иҝҗеҠЁе‘ҳз»ҸзәӘжңҚеҠЎ
ж¶өзӣ–иҝҗеҠЁе‘ҳе•Ҷдёҡд»ЈиЁҖгҖҒзІүдёқи§Ғйқўдјҡзӯүз»ҸзәӘдёҡеҠЎеҜ№жҺҘгҖӮ

30Years Of
Years Of
Experience
About Us
зҹҘйҒ“yl7703永利集团官网
2018 е№ҙ 5 жңҲпјҢдё“жіЁдәҺдҪ“иӮІдә§дёҡж•ҙеҗҲиҝҗиҗҘзҡ„жңәжһ„еңЁе№ҝе·һеёӮеӨ©жІіеҢәдҪ“иӮІиҘҝи·Ҝ 189 еҸ·йӘҸжұҮеӨ§еҺҰ 23 еұӮжӯЈејҸжҲҗз«ӢпјҢеҚі永利集团官网е…¬еҸёгҖӮдҫқжүҳеҜ№дҪ“иӮІеёӮеңәзҡ„ж·ұеҲ»зҗҶи§ЈпјҢиҜҘжңәжһ„д»Ҙ вҖңиҝһжҺҘиҝҗеҠЁзғӯжғ…пјҢдј йҖ’дҪ“иӮІд»·еҖјвҖқ дёәж ёеҝғзҗҶеҝөпјҢжһ„е»әдәҶиөӣдәӢиҝҗиҗҘдёҺдҪ“иӮІзӣҙж’ӯеҸҢиҪ®й©ұеҠЁзҡ„дёҡеҠЎдҪ“зі»гҖӮ
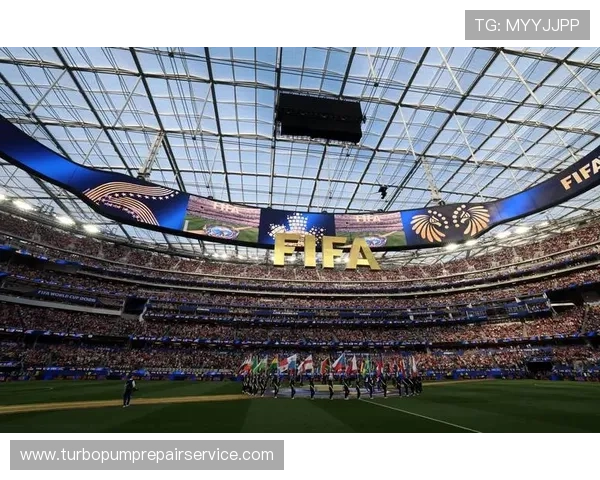
еңЁиөӣдәӢиҝҗиҗҘйўҶеҹҹпјҢе…¶иҒҡз„ҰеӨ§дј—еҸӮдёҺеәҰй«ҳзҡ„зҜ®зҗғгҖҒи¶ізҗғгҖҒзҫҪжҜӣзҗғзӯүйЎ№зӣ®пјҢзҙҜи®ЎжүҝеҠһеҗ„зұ»иөӣдәӢи¶… 300 еңәпјҢиҰҶзӣ–д»Һйқ’е°‘е№ҙдёҡдҪҷиҒ”иөӣеҲ°жҲҗдәәиҒҢдёҡйӮҖиҜ·иөӣзӯүдёҚеҗҢеұӮзә§гҖӮе…¶дёӯпјҢвҖңеҹҺеёӮзҜ®зҗғжҢ‘жҲҳиөӣвҖқвҖңеҹҺйҷ…и¶ізҗғеҸӢи°ҠиөӣвҖқ зӯү IP иөӣдәӢе·ІеҪўжҲҗеҢәеҹҹеҪұе“ҚеҠӣпјҢеҚ•еңәиөӣдәӢеҸӮдёҺдәәж•°жңҖй«ҳиҫҫ 500 дҪҷдәәпјҢзҺ°еңәи§ӮиөӣеҸҠзәҝдёҠе…іжіЁдәәж¬ЎзҙҜи®ЎзӘҒз ҙеҚғдёҮпјҢжңүж•ҲжҺЁеҠЁдәҶзҫӨдј—дҪ“иӮІзҡ„жҷ®еҸҠдёҺеҸ‘еұ•гҖӮ
зӣҙж’ӯдёҡеҠЎж–№йқўпјҢжңәжһ„иҮӘдё»жҗӯе»әдәҶдё“дёҡдҪ“иӮІзӣҙж’ӯе№іеҸ°пјҢй…ҚеӨҮй«ҳжё…еӨҡжңәдҪҚжӢҚж‘„и®ҫеӨҮеҸҠиө„ж·ұи§ЈиҜҙеӣўйҳҹпјҢдёҚд»…еҜ№иҮӘжңүжүҝеҠһиөӣдәӢиҝӣиЎҢе…ЁзЁӢзӣҙж’ӯпјҢиҝҳдёҺе…ЁеӣҪ 20 дҪҷ家дҪ“иӮІеңәйҰҶеҸҠиөӣдәӢж–№иҫҫжҲҗеҗҲдҪңпјҢжҸҗдҫӣе®ҡеҲ¶еҢ–зӣҙж’ӯжңҚеҠЎгҖӮе№іеҸ°еҲӣж–°жҖ§жҺЁеҮә вҖңиөӣдәӢеӣһж”ҫ + жҲҳжңҜеҲҶжһҗвҖқвҖңиҝҗеҠЁе‘ҳдё“и®ҝвҖқ зӯүиЎҚз”ҹеҶ…е®№пјҢзҙҜи®Ўзӣҙж’ӯж—¶й•ҝи¶… 15000 е°Ҹж—¶пјҢжіЁеҶҢз”ЁжҲ·йҮҸзӘҒз ҙ 50 дёҮгҖӮ
永利集团еҮӯеҖҹдё“дёҡзҡ„иҝҗиҗҘиғҪеҠӣдёҺдјҳиҙЁзҡ„еҶ…е®№иҫ“еҮәпјҢе·ІжҲҗдёәеҚҺеҚ—ең°еҢәдҪ“иӮІдә§дёҡдёӯе…је…·еҪұе“ҚеҠӣдёҺжҲҗй•ҝжҖ§зҡ„жңәжһ„пјҢжңӘжқҘе°ҶжҢҒз»ӯжӢ“еұ•дёҡеҠЎиҫ№з•ҢпјҢдёәдҪ“иӮІдә§дёҡеҸ‘еұ•жіЁе…ҘжӣҙеӨҡжҙ»еҠӣгҖӮ
жҲ‘们зҡ„еӣўйҳҹдёҺж–ҮеҢ– Our Core Competencies
жҲ‘们зҡ„ж ёеҝғз«һдәүеҠӣ
дёҖз«ҷејҸжңҚеҠЎдҪ“зі»
йӣҶиөӣдәӢзӯ–еҲ’гҖҒзӣҙж’ӯеҲ¶дҪңгҖҒе‘Ёиҫ№дә§й”ҖдәҺдёҖдҪ“пјҢйҷҚдҪҺе®ўжҲ·еҜ№жҺҘжҲҗжң¬гҖӮ
е®ҡеҲ¶еҢ–е‘Ёиҫ№ејҖеҸ‘
еҸҜж №жҚ® IP еҪўиұЎжҲ–з”ЁжҲ·йңҖжұӮпјҢжҸҗдҫӣд»Һи®ҫи®ЎеҲ°йҮҸдә§зҡ„е…Ёе®ҡеҲ¶е‘Ёиҫ№жңҚеҠЎгҖӮ
зӢ¬е®¶иөӣдәӢиө„жәҗ
жӢҘжңүеӣҪеҶ…еӨ–еӨҡе“Ғзұ»иөӣдәӢзӢ¬е®¶еҗҲдҪңжқғпјҢиҰҶзӣ–и¶ізҗғгҖҒзҜ®зҗғзӯүзғӯй—ЁйЎ№зӣ®гҖӮ


йҖҡиҝҮ专家咨иҜўжңҖеӨ§йҷҗеәҰең°еҸ‘жҢҘжӮЁзҡ„жҪңеҠӣ
иҺ·еҸ–жӣҙеӨҡдҝЎжҒҜ Our Cases
дә§е“Ғд»Ӣз»Қ
е’ЁиҜўж”ҜжҢҒ
Get in touch






Working Process
жөҒзЁӢжҰӮи§Ҳ
01
е‘Ёиҫ№и®ҫи®ЎжөҒзЁӢ
д»ҺеҲӣж„Ҹжһ„жҖқеҲ°жү“ж ·з”ҹдә§пјҢеҗ«еӣҫжЎҲи®ҫи®ЎгҖҒжқҗиҙЁйҖүеһӢгҖҒеҢ…装规еҲ’зҡ„е…ЁжөҒзЁӢз®ЎзҗҶгҖӮ
02
зӣҙж’ӯзӯ№еӨҮжөҒзЁӢ
еҢ…жӢ¬и®ҫеӨҮи°ғиҜ•гҖҒдҝЎеҸ·еҜ№жҺҘгҖҒдё»ж’ӯжҺ’зҸӯгҖҒеә”жҖҘйў„жЎҲеҲ¶е®ҡзӯүзӣҙж’ӯеүҚеҮҶеӨҮгҖӮ
03
дҫӣеә”й“ҫз®ЎзҗҶжөҒзЁӢ
иҰҶзӣ–е‘Ёиҫ№дә§е“ҒйҮҮиҙӯгҖҒеә“еӯҳз®ЎжҺ§гҖҒзү©жөҒй…ҚйҖҒеҸҠе”®еҗҺи·ҹиҝӣзҡ„дёҖз«ҷејҸжөҒзЁӢгҖӮ
04
иөӣдәӢзӯ–еҲ’жөҒзЁӢ
д»ҺиөӣдәӢз«ӢйЎ№еҲ°жү§иЎҢпјҢж¶өзӣ–иөӣзЁӢ规еҲ’гҖҒеңәең°еҜ№жҺҘгҖҒеҳүе®ҫйӮҖиҜ·зӯүе…ЁзҺҜиҠӮжҠҠжҺ§гҖӮ
25K
ISPO еҲӣж–°и®ҫи®ЎеҘ–
120+
иүҫзҫҺеҘ–зӣҙж’ӯи®ҫи®ЎеҘ–
50+
зәўзӮ№и®ҫи®ЎиҮіе°ҠеҘ–
иҝҷдёӘдҪ“иӮІе‘Ёиҫ№еә—зҡ„е®ўжңҚеӨӘиҙҙеҝғдәҶпјҢеё®жҲ‘жҹҘзҗғе‘ҳеҸ·з ҒгҖҒжҺЁиҚҗе°әз ҒпјҢ收еҲ°зҡ„еҚ«иЎЈзүҲеһӢи¶…жӯЈпјҢз©ҝеҺ»зңӢжҜ”иөӣи¶…еә”жҸҙрҹ‘•пҪһ

д№°зҡ„и¶ізҗғи®ӯз»ғз”ЁзҗғеӨӘжЈ’дәҶпјҢи„ҡж„ҹеҫҲиҲ’жңҚпјҢиҖҗзЈЁеәҰд№ҹеӨҹпјҢе’ҢйҳҹеҸӢиёўдәҶдёҖе‘ЁйғҪжІЎеҸҳеҪўпјҢжҖ§д»·жҜ”з»қз»қеӯҗвҡҪпјҒ
йҖҡиҝҮе№іеҸ°жҠҘеҗҚдәҶзәҝдёӢзҗғиҝ·и§ӮиөӣдјҡпјҢе’ҢдёҖзҫӨеҗҢеҘҪиҫ№зңӢзҗғиҫ№ж’ёдёІпјҢж°ӣеӣҙжҜ”й…’еҗ§иҝҳеҘҪпјҢеӨӘиөһдәҶпјҒрҹҚ»рҹҢҹ

зҗғйҳҹе‘Ёиҫ№зҡ„еӣҙе·ҫи¶…жҡ–е’ҢпјҢеҶ¬еӨ©зңӢзҗғеҝ…еӨҮпјҒзәўиүІй…ҚиүІзү№еҲ«дә®зңјпјҢж”ҜжҢҒдё»йҳҹе°ұиҰҒд»ҺеӨҙжҡ–еҲ°и„ҡпҪһвқӨпёҸ

Our Team
ж ёеҝғдәәе‘ҳ

иҜёеҰ®е§—
й”Җе”®з»ҸзҗҶ
еҸ¶еҗҹеҰҚ
йҰ–еёӯжү§иЎҢе®ҳ
е№іе№ҙеҜҢ
еёӮеңәеҲҶжһҗеёҲ
иөөйёҪ
UI/UXи®ҫи®ЎеёҲ 常规е®ҡеҲ¶е‘Ёиҫ№иө·и®ўйҮҸдёә 500 件пјҢе…·дҪ“еҸҜж №жҚ®и®ҫи®ЎеӨҚжқӮеәҰеҚҸе•Ҷи°ғж•ҙгҖӮ
е…іжіЁе®ҳж–№е№іеҸ°пјҲAPP / е°ҸзЁӢеәҸ / зӣҙж’ӯй—ҙпјүпјҢиөӣдәӢејҖе§ӢеүҚдјҡжҺЁйҖҒи§ӮзңӢе…ҘеҸЈгҖӮ
зӣҙж’ӯжңҹй—ҙеҸҜйҖҡиҝҮ弹幕гҖҒиҜ„и®әеҢәжҲ–дё“еұһжҙ»еҠЁйЎөйқўеҸӮдёҺжҠҪеҘ–гҖҒжҠ•зҘЁзӯүдә’еҠЁгҖӮ
жңӘејҖеңәй—ЁзҘЁеҸҜеңЁиҙӯзҘЁе№іеҸ°з”іиҜ·йҖҖзҘЁпјҢе…·дҪ“规еҲҷд»ҘиҙӯзҘЁйЎөйқўиҜҙжҳҺдёәеҮҶгҖӮ
Our News
дјҒдёҡж—ҘжҠҘ

еҘҘең°еҲ©еҜ№йҳҝж №е»·еӣһйЎҫпјҡ0-2еӨұеҲ©еҪұе“Қе°Ҹз»„жҺ’еҗҚ
еңЁ2026е№ҙдё–з•ҢжқҜе°Ҹз»„иөӣзҡ„дёҖеңәе…ій”®еҜ№еҶідёӯпјҢеҘҘең°еҲ©йҳҹд»Ҙ0-2дёҚж•Ңйҳҝж №е»·йҳҹпјҢиҝҷеңәеӨұеҲ©зӣҙжҺҘеҪұе“ҚдәҶе°Ҹз»„жҺ’еҗҚж јеұҖгҖӮз”ұдәҺдёүеҲҶе·®и·қйҡҫд»ҘејҘиЎҘпјҢеҘҘең°еҲ©иӢҘжғіжҷӢзә§ж·ҳжұ°иөӣпјҢеҗҺз»ӯжҜ”иөӣеҝ…йЎ»е…Ёиғңдё”дҫқиө–е…¶д»–еҜ№жүӢзҡ„иөӣжһңгҖӮжӯӨеҪ№д№ӢеүҚпјҢйҳҝж №...
жҹҘзңӢ
еҺ„з“ңеӨҡе°”0-1科зү№иҝӘз“ҰеӣһйЎҫпјҡйҰ–иҪ®еӨұеҲ©з•ҷдёӢеҺӢеҠӣ
еңЁ2026е№ҙдё–з•ҢжқҜе°Ҹз»„иөӣйҰ–иҪ®зҡ„дёҖеңәз„ҰзӮ№еҜ№еҶідёӯпјҢ科зү№иҝӘз“ҰеҮӯеҖҹдёӢеҚҠеңәзҡ„дёҖзІ’е…ій”®иҝӣзҗғпјҢд»Ҙ1-0еҠӣе…ӢеҚ—зҫҺзҗғyl7703l...
жҹҘзңӢ
еўЁиҘҝе“Ҙ2-0еҮ»иҙҘеҺ„з“ңеӨҡе°”пјҢдёңйҒ“дё»ејәеҠҝжҷӢзә§16ејә
еўЁиҘҝе“Ҙдё»еңәеҘҸеҮҜпјҢеҠӣе…ӢеҺ„з“ңеӨҡе°”жҢәиҝӣж·ҳжұ°иөӣ еңЁ2026е№ҙдё–з•ҢжқҜе°Ҹз»„иөӣжң«иҪ®зҡ„дёҖеңәе…ій”®еҜ№еҶідёӯпјҢдёңйҒ“дё»еўЁиҘҝе“ҘйҳҹеҮӯеҖҹдёҠеҚҠеңәзҡ„дёӨзІ’иҝӣзҗғпјҢд»Ҙ2-0еҮ»иҙҘеҚ—зҫҺеҠІж—…еҺ„з“ңеӨҡе°”пјҢд»Ҙе°Ҹз»„еӨҙеҗҚиә«д»ҪејәеҠҝжҷӢзә§16ејәгҖӮжӯӨеҪ№иғңеҲ©дёҚд»…и®©еўЁиҘҝ...
жҹҘзңӢ